Wie entsteht ein Bronzeguß ?
Im Gespräch mit Kunden und Kunstinteressierten stellt sich diese Frage stellt sich immer wieder und wir wollen mit diesem Artikel die Schritte vom Modell bis zur fertigen Skulptur erläutern.
Grundsätzlich wird zwischen Wachsauschmelzguß und Sandguß unterschieden, für vollplastische Skulpturen und komplizierte Relief´s hat sich in den letzten Jahrhunderten der Wachsauschmelzguß weitestgehend durchgesetzt.
Am Anfang steht wie immer der Entwurf und es erfolgt die Herstellung eines Positivmodells aus Ton, Gips oder anderen Materialien.
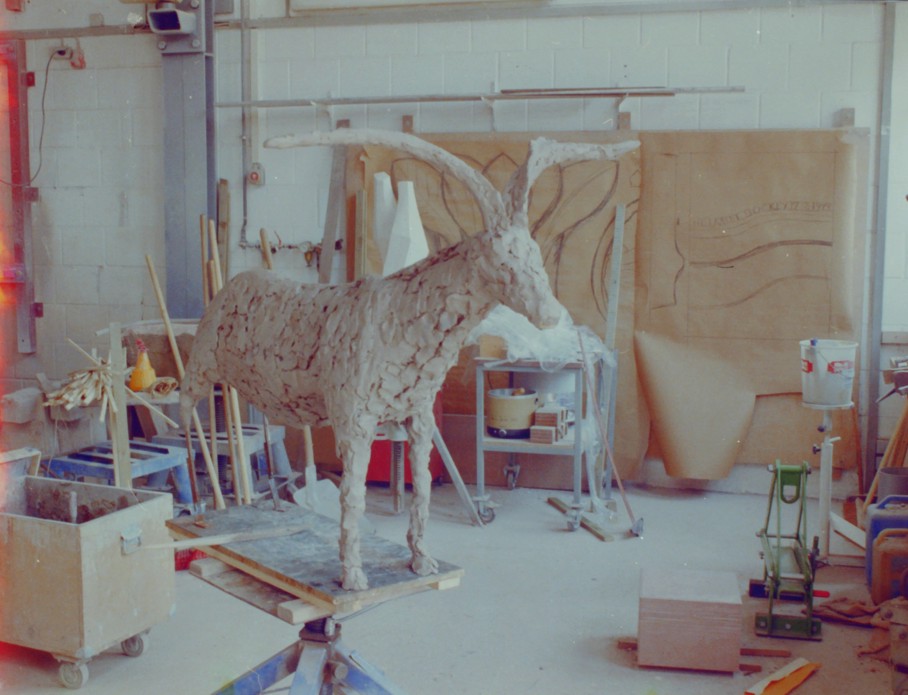 Hier zu sehen, der Geißbock für den Brunnen in Lambrecht , in einem frühen Stadium.
Hier zu sehen, der Geißbock für den Brunnen in Lambrecht , in einem frühen Stadium.
Sobald dann die endgültige Form gefunden ist und alle Details ausgearbeitet sind,
wird eine Negativ-Form erstellt.
In diesem Fall wurde direkt eine Silikonform in mehreren Teilen mit einem Gipsstützmantel erstellt.

In diese Negativ-Form wird danach eine ca 6-8mm starke Wachsschicht eingebracht, dies ist die sogenannte "Verlorene Form" , beim Glockenguß ist dies die "falsche Glocke".

Hier ist das Wachsmodell noch teilweise in der Silikonform verborgen.
Wenn die Stützform vollständig entfernt ist wird das Wachsmodel noch überarbeitet und letzte Korrekturen vorgenommen.
Anschließend wird das Wachsmodell innen mit einer Hochtemperaturfesten Formmasse ausgegossen und sogenannte Kernnägel durch das Wachs in den Kern geschlagen.
 Danach werden die sogenannten Steiger und ein Trichter (aus Wachs) an des Wachsmodell angepasst.
Danach werden die sogenannten Steiger und ein Trichter (aus Wachs) an des Wachsmodell angepasst.
Durch die "Steiger " fließt später das flüssige Metall und die "Abluft" kann entweichen.
Auf dem Bild oben sind auch die Kernnägel zu sehen , diese stehen aussen über das Wachsmodell in die jetzt folgende Aussenfom . Sie müssen einen höheren Schmelzpunkt als Bronze haben und fixieren so die Innen und Aussenform für die nächsten Arbeitsschritte.
Das Positivmodell mit den Steigern und Kernnägeln wird dann in eine Form gestellt und dann wieder die oben schon genannte hochtemperaturfeste Fommasse eingefüllt.

Bis vor ca 25 Jahren gab es hierfür nur eine Mischung aus Gips und Schamotte, mittlerweile stehen auch Keramik und Gipsformmassen zur Verfügung, welche die Temperaturen beim Bronzeguss aushalten.

Wenn die Fommassen ausgehärtet sind, folgt der nächste Schritt , die gefüllten Formen werden in einen Brennofen gestellt und dieser dann in mehreren
Temperaturstufen bis auf ca 800 grad aufgeheizt.
So trocknen die Formen und das Wachs des Positivmodells wird ausgeschmolzen . Dieser Arbeitsschritt ist Namensgeber für das Gießverfahren.


Das auschmelten des Wachses aus den Formen erfolgt so, daß die Formen am Gußtag noch gut durchgewärmt sind, die flüssige Bronze erkaltet dann nicht so schnell während des Gußvorgangs.
Der Gußtag beginnt dann mit dem anheizen des Gießofens und Gußtiegels, in modernen Gießereien erfolgt dies heute entweder mit Öl oder Gasgebläsebrennern.
Wir haben uns einen Gußofen selbst gebaut, die dafür notwendigen Schamottesteine wurden früher sogar in hettenleidelheim hergestellt. Es ist eine einfache Konstruktion die mit Holz und Koks befeuert wird, für die nötige Temperatur wird mit einem Gebläse Luft eingeblasen.
Am Morgen wird mit Holz ein Feuer im Ofen entfacht, der Ofen langsam aufgeheizt , dann der Tiegel in
den Ofen eingestellt und mit Koks ummantelt.
Nach dem ersten Anheizen wird langsam die Bronze im Tiegel eingefüllt und erwärmt.
Stück für Stück werden dann weitere Bronzebarren eingefüllt, bis die benötigte Menge erreicht ist.
 Die Aufheizzeit bis zum Guß beträgt je nach Bronzemenge zwischen 3 und 4 Stunden, während dieser Zeit muss auch Koks nachgefüllt werden , solange bis die Bronze ihre Gußtemperatur erreicht hat.
Die Aufheizzeit bis zum Guß beträgt je nach Bronzemenge zwischen 3 und 4 Stunden, während dieser Zeit muss auch Koks nachgefüllt werden , solange bis die Bronze ihre Gußtemperatur erreicht hat.


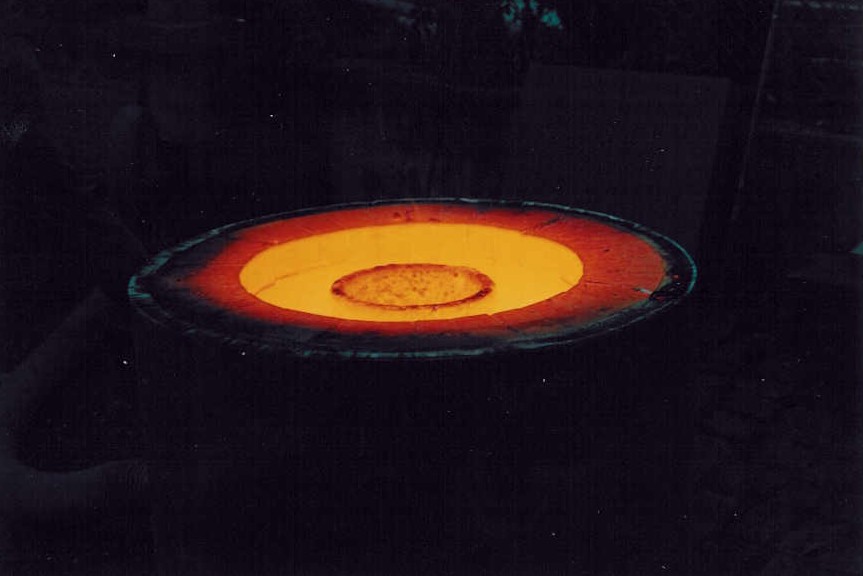
Mit der Tiegelzange wird

der glühende Tiegel mit der flüssigen Bronze aus dem Schmelzofen gehoben und in die Gießzange gestellt.
Vorher werden die noch warmen Gußformen aus dem Schmelzofen geholt und in einer Reihe aufgestellt .
Der Gußvorgang muss sehr Zeitnah durchgeführt werden.

Sehr wichtig ist dabei die Abstimmung zwischen allen beteiligten Personen, ein Giesser führt, einer bestimmt den Metallfluß und ein Helfer hält eventuelle Schlacke zurück. Der Helfer zieht auch kurz vor dem Guß die Abdeckungen der Eingußöffnung zurück, diese schützen bis dahin vor eventuellen Verschmutzungen der Gußkanäle.
Ob ein Guß gelingt sieht man zwar erst wenn die Formmasse entfernt ist, Blasenbildung und ein Blubbern während des Gußes lassen auf Fehlgüsse schließen.
Zum Schluß wird restliche Bronze in Barrenformen gegossen , der Tiegel muss leer werden.


Jetzt dürfen der Ofen und die Formen auskühlen.

Nach dem die Formen einige Stunden (bei großen Formen einige Tage) ausgekühlt sind , können der Stützmantel und die Formmasse entfernt werden und der Rohguss kommt zum Vorschein.




Am Rohguss sind jetzt noch die Steiger und der Eingußtrichter zu sehen, auch die Kernnägel sind zu sehen und es beginnt der nächste Arbeitsschritt.
Die Steiger und der Eingußtrichter werden abgeschnitten, die Kernnägel entfernt, eventuell vorhandene Kernformmasse entfernt und der Rohguss wird gereinigt.
Danach werden eventuelle kleinere Fehlstellen und die Löcher der Kernnägel verschweisst und der Guß wird zisiliert.
Nach dem Zisislieren , folgt das Patinieren, 
hier wird mit "Schwefelleber" die Bronze dunkel gefärbt, und dann gewünschte Stellen wieder etwas blank gerieben um bessere Kontraste zu erzielen.
Zum Schluß wird oft noch ein Schutzwachs oder Lack aufgetragen um die eingestellte Patina ein wenig zu schützen, nach einigen Jahren im Freien färbt sich die Bronze dann von selbst dunkler.
Das waren dann die letzten Schritte beim Bronzeguß und die fertige Skulptur kann der Öffentlichkeit präsentiert werden.

Sie sehen , ein Bronzeguss ist Zeit und Energieintensiv, er erfordert eine Menge Wissen über die Eigenschaften verschiedenster Materialien und Vorgänge